


すべての製品
-
 M.Boroomandi私達の協同では10年間を過ぎて、私達は双方にとって好都合達成しました。あなたの良質品および注意深いサービスをありがとう。私達のビジネスに偉大な人があります
M.Boroomandi私達の協同では10年間を過ぎて、私達は双方にとって好都合達成しました。あなたの良質品および注意深いサービスをありがとう。私達のビジネスに偉大な人があります
明白なステンレス鋼Backsplashは磨かれた医療産業の適用を広げます




| 起源の場所 | ウーシー、中国 |
|---|---|
| ブランド名 | Trump |
| 証明 | ISO SGS |
| モデル番号 | 304 |
| 最小注文数量 | 交渉 |
| 価格 | Negotiation |
| パッケージの詳細 | 防水木パレット、標準的な輸出パッケージ |
| 受渡し時間 | 10-15working幾日 |
| 支払条件 | L/C、T/T、ウェスタン・ユニオン |
| 供給の能力 | 1ヶ月あたりの5000Tons |

無料のサンプルとクーポンを私に連絡してください.
WhatsApp:0086 18588475571
ウェイチャット: 0086 18588475571
スカイプ: sales10@aixton.com
心配があれば、私達は24時間のオンライン・ヘルプを提供する。
x商品の詳細
| 適用 | 電気機器 | 標準 | JIS、AISI、ASTM、GB、DIN、EN |
|---|---|---|---|
| 材料 | 201/304/304L/316/316L/430 | 長さ | 1000-6000mm |
| 幅 | 1000-3000mm | 厚さ | 0.1-10mm |
| 技術 | 冷間圧延される | 硬度 | ANN |
| ハイライト | ステンレス鋼のパネル,穏やかな鋼板 |
||
製品の説明
| 項目 | 指定 |
| 名前 | ステンレス鋼版/シート |
| 等級 |
共通の等級:201、304、316、316L、410、430のect 私達は提供してもいいです:200series、300series、400seriesのect |
| 標準 | JIS、AISI、ASTM、DIN、SU、EN、UNS、等 |
| Techniqe | 冷間圧延される;つや出し |
| 厚さ | 冷間圧延される0.3-4mm;つや出し3-16mm;つや出し16-100mm; 顧客の要求に従ってカスタマイズされる |
| 幅 | 1000mm、1219mm、1250mm、1500mm、1800mm、2000mm |
| 長さ | 2000mm、2438mm、2500mm、3000mm、6000mmまたは要求に応じて |
| 表面の終わり | 2BのBA、NO.1、NO.4、8Kの、サテン浮彫りになる、HLミラー、ect |
| 色 | 、金、サファイアの青黒い、ブラウンのローズの金、青銅、銀、ect |
| 適用 | 内部/外部の装飾;Architectur;Evevator;台所;天井; キャビネット;広告のネームプレート;屋根構造;造船業 |
| 調達期間 | 30%の沈殿物のレシートの後の7-15仕事日 |
製品の説明
- 標準:ASTM A240、ASTM A480、ASTM A167、ASTM A176
- 材料:201,202,301,304,304L、304N、XM21,304LN、305,309S、310S、316,316Ti、316L、316N、316LN、317,317L、321,347,329,405,409,430,434,444,403,410,420,440A、等。
- 指定:
- 厚さ:0.01-200mm
- 幅:1m、1.22m、1.5mおよび1.8m。
- 長さ:2m、2.44m、5.8m、6m。
- 表面:No.1の2B、BA、NO.4、8Kミラー、毛ライン浮彫りになる、チェック模様砂の送風、ブラシ、エッチング、等。
304ステンレス鋼は何ですか。
304ステンレス鋼は7.93 g/cmの³の密度のステンレス鋼の共通材料です。それはまた企業の18/8ステンレス鋼と呼ばれます。よい性能および高い靭性、企業の広く利用されたの800 ℃の高温抵抗、および家具の装飾の企業および食糧および医療産業処理します。
304はよく全面的な性能を要求する部品および装置を作るために広く利用されている多目的なステンレス鋼です(耐食性および形成適性)。ステンレス鋼の固有の耐食性を維持するためには、鋼鉄は18%以上クロムおよび8%以上ニッケルを含まなければなりません。
304ステンレス鋼のためのデータ用紙
| 化学薬品Composition% | |||||||||
| 材料 | C | Si | Mn | P | S | Cr | NI | ||
| 304 | ≤0.08 | ≤1.00 | ≤2.00 | ≤0.045 | ≤0.030 | 18.0~20.0 | 8.0~10.5 | ||
| 機械特性 | |||||||||
| 材料 |
降伏強さ N/mm2 |
引張強さ N/mm2 |
延長 (%) |
||||||
| 304 | ≥205 | ≥515 | ≥40 | ||||||
-
表面
また無光沢と呼ばれる1D-The表面に不連続粒子があります。加工技術:熱間圧延+アニーリングのショットピーニング ピクルスにすること+冷間圧延+アニーリングのピクルスにすること。
第2わずか光沢がある銀白。加工技術:熱間圧延+アニーリングのショットピーニング ピクルスにすること+冷間圧延+アニーリングのピクルスにすること。
第2表面より2B銀の白く、よい光沢そして平坦。加工技術:熱間圧延+アニーリングのショットピーニング ピクルスにすること+冷間圧延+圧延をピクルスにし、+癒やし、そして和らげるアニーリング。
表面の光沢をで、優秀持っていますミラーの表面のような高い反射力を、ちょうど浸して下さい。加工技術:熱間圧延+アニーリングのショットピーニング ピクルスにすること+冷間圧延+ピクルスにするアニーリング+磨く表面+癒やされ、和らげられた圧延。
よりよい光沢および粗雑面をNo.3持っています。加工技術:100の第2プロダクトまたは2Bの圧延を磨き、和らげます| 120の研摩材料。
表面のよりよい光沢そして良いラインをNo.4持っています。加工技術:150の第2プロダクトまたは2Bの圧延を磨き、和らげます| 180の研摩材料。
毛の縞とのHL銀の灰色。加工技術:表面を現われさせます研摩材料の適したサイズの第2プロダクトか2Bプロダクトを連続的な穀物磨いて下さい。
ミラーの状態にミラーあります。加工技術:第2または2Bプロダクトは適した研摩材料とのミラーの効果にひかれ、磨かれます。 -
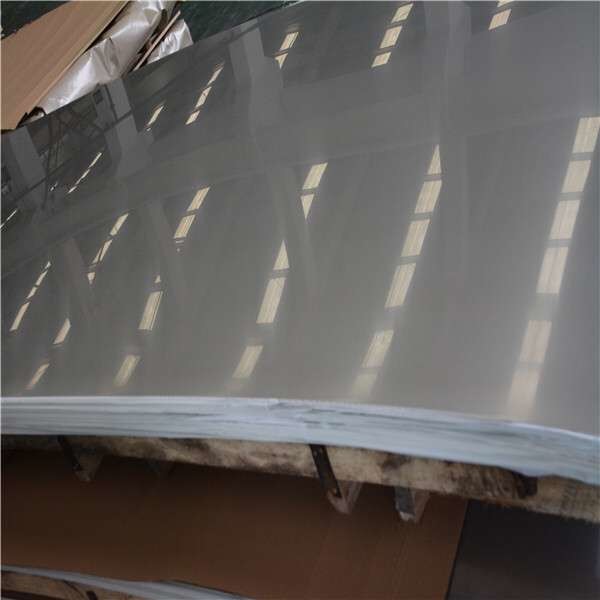
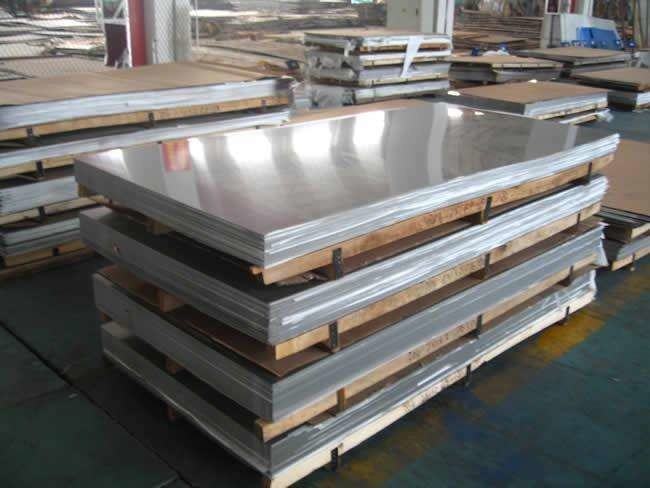
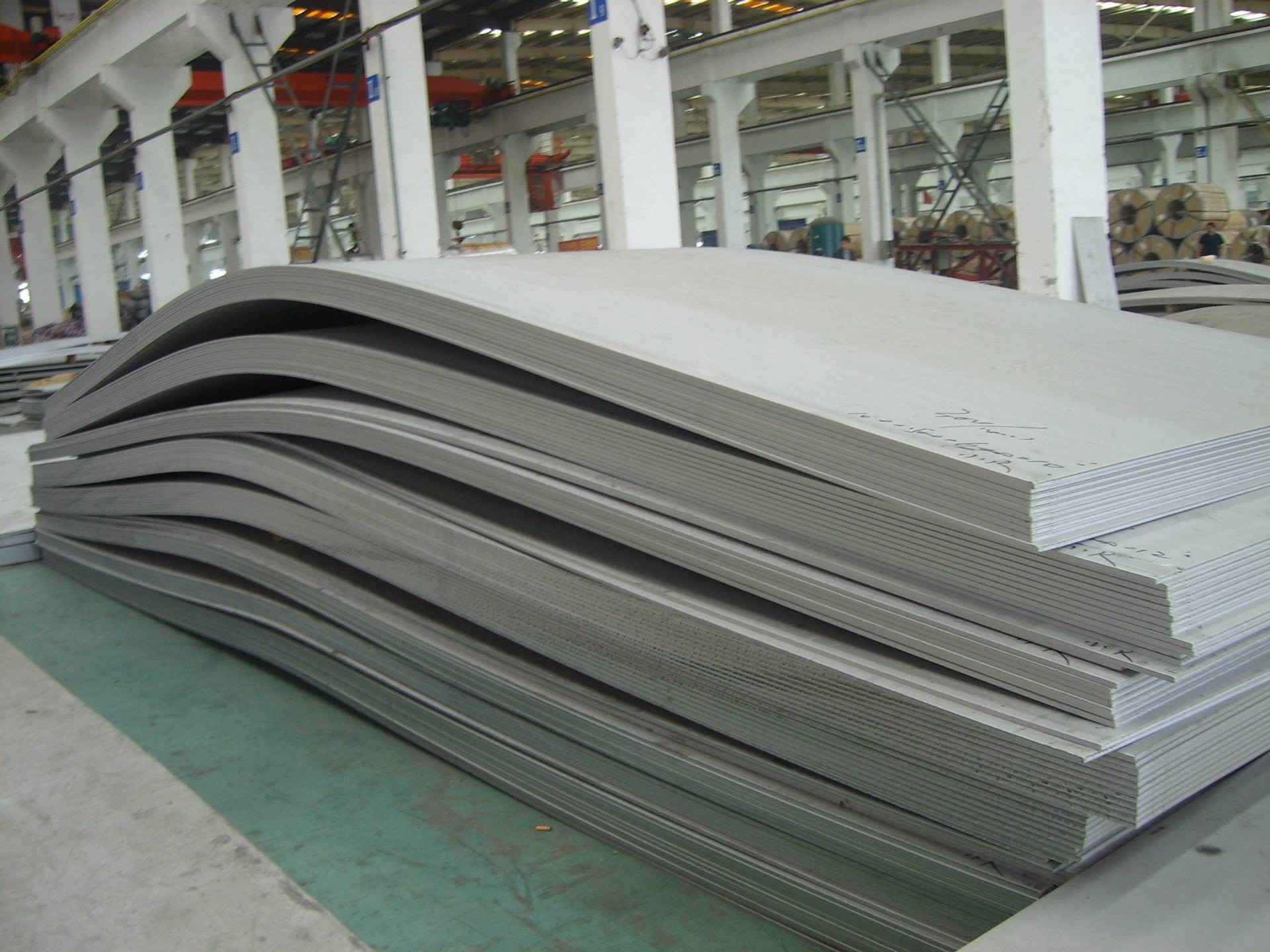
プロダクトの写真
-
-